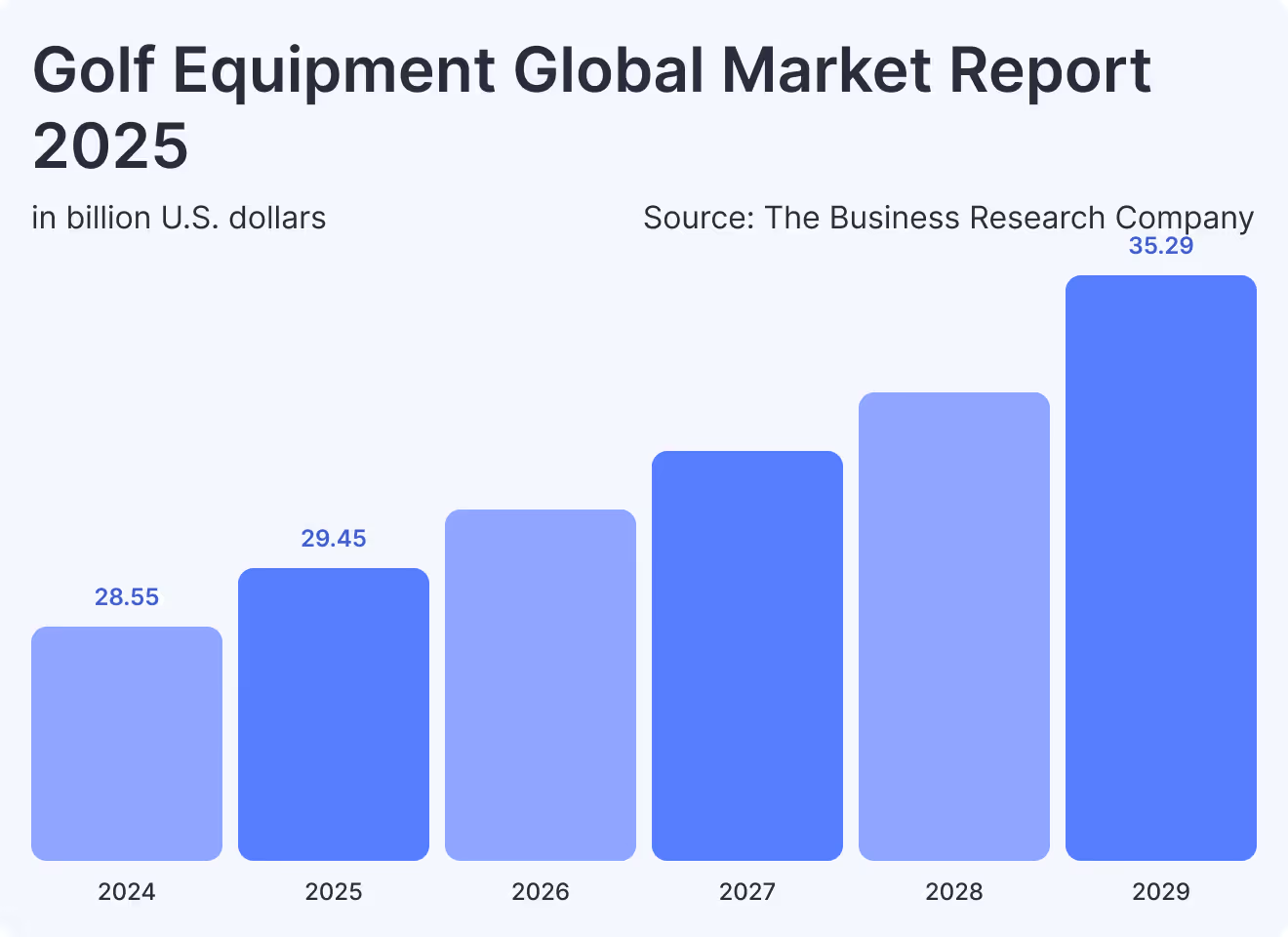
Golf isn’t a niche hobby anymore—it’s a global business. In 2024, golfers played 545 million rounds in the U.S. alone. Globally, The R&A reports 108 million active golfers outside the U.S. and Mexico. That participation fuels a market worth $28.55 billion in equipment sales (2024), forecast to reach $35.29 billion in 2029 at a steady 4–6% annual growth rate. Add another $25.7 billion in golf tourism (2024) and you’re looking at a supply chain that supports one of the most resilient sports worldwide.
Why does sourcing matter? Because golf gear isn’t made in one place. Clubs, balls, shafts, grips, and bags all come from different hubs—each with its own cost structure, compliance risks, and quality strengths. Pick right, and you’ll control landed costs, shorten lead times, and keep your SKUs competitive. Pick wrong, and tariffs, QA failures, or non-conforming gear can eat your margins.
There’s a better way to source ❤️
Watch the video to see how SourceReady helps brands move from product ideas to trusted supplier relationships faster
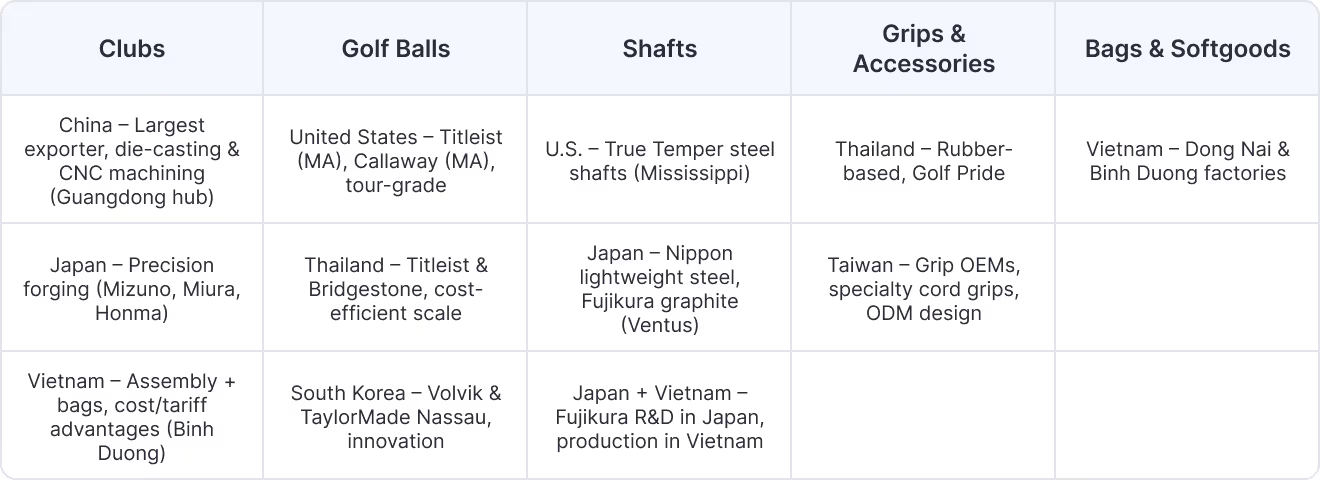
Club manufacturing has long been dominated by Asia, but the reasons differ country by country.
China became the world’s largest club exporter by leveraging its die-casting and CNC machining ecosystem. In places like Guangdong, you’ll find full-service suppliers who cast, machine, polish, and paint in the same facility. That makes it unbeatable for high-volume, mid-market SKUs.
Japan carved its niche with precision forging. Mizuno’s Hiroshima plant is famous for its “grain flow” process, which aligns the steel’s microstructure for exceptional feel. Brands like Miura and Honma maintain hand-finishing traditions that appeal to tour players and premium buyers.
Vietnam rose over the past 15 years as Taiwanese and Chinese OEMs relocated for labor and tariff advantages. Modern factories in Binh Duong now handle full club assembly—often bundled with golf bags for brands looking for one-stop programs.
Golf Balls
Golf balls are more complex than they look—multi-layer cores, urethane or ionomer covers, and paint lines all require precision.
United States: Titleist runs two ball plants in New Bedford, MA, and Callaway makes urethane balls in Chicopee, MA. These plants focus on tour-grade balls like Pro V1 or Chrome Soft, with tightly guarded IP and QA systems.
Thailand: Titleist Ball Plant 4 and Bridgestone’s regional plants make Thailand a volume hub. Skilled chemists and stable export policies help reduce costs without sacrificing quality.
South Korea: Volvik, known for colored matte balls, and TaylorMade’s Nassau plant add innovation capacity, particularly for niche SKUs.
Shafts
Shafts are the most sensitive component in terms of performance variability. Even minor differences in torque or CPM (cycles per minute) can make or break a batch.
Steel (U.S.): True Temper’s Mississippi plant dominates steel shafts for Dynamic Gold and Project X. U.S.-based production ensures consistency and easy distribution for North America.
Steel/Graphite (Japan): Nippon revolutionized lightweight steel with its N.S. PRO 950GH. Fujikura leads graphite composites, with tour favorites like the Ventus line. Both brands rely on strict domestic QC.
Hybrid Production (Japan + Vietnam): Fujikura supplements Japanese R&D with Vietnamese manufacturing, balancing cost efficiency with technical oversight.
Grips & Accessories
Grips seem simple, but they’re high-volume SKUs with ergonomic and material consistency challenges.
Thailand: Benefit from local rubber supply chains and proximity to ball plants. Golf Pride runs significant operations here.
Taiwan: Longstanding grip OEMs handle both volume and specialty corded grips. ODM design services are common for brands seeking differentiation.
Bags & Softgoods
Golf bags are complex softgoods with multiple sub-suppliers (zippers, foams, liners). Vietnam leads this category thanks to decades of sewing expertise.
Vietnam: Dong Nai and Binh Duong host established OEMs specializing in golf bags, headcovers, and travel covers. Many offer ODM design studios to help brands launch new bag lines without in-house design.
Competitive advantage: Lower MOQs, export-ready compliance (REACH-tested fabrics), and integration with club assembly programs.
Where Each Golf Component Is Made
The Global Golf Sourcing Map
Japan — Precision Forging & Tour Shafts
Japan is where golf equipment becomes art. Hiroshima and Himeji forging houses—home to Mizuno, Miura, and Honma—transform steel into irons that feel alive in your hands. On the shaft side, Nippon’s lightweight steel and Fujikura’s graphite creations dominate Tour bags, earning a reputation for consistency you can trust swing after swing. If your brand wants credibility at the top of the pyramid, Japan is the place to start.
Strengths:
Forged clubheads: Hiroshima and Himeji forging houses (Mizuno, Miura, Honma) produce irons with tight tolerances and superior “grain flow” feel.
QC culture: Factories emphasize lot-to-lot repeatability, with 100% inspection on shaft straightness and weight matching.
Pros:
Highest consistency in the industry—ideal for players demanding repeatable performance.
Strong R&D and brand prestige; “Made in Japan” carries weight in marketing.
Deep supplier knowledge in metallurgy and composites.
Cons:
Expensive: production costs and wages push up prices.
Long lead times (6–9 months) make planning essential.
High MOQs (often 500+ heads) can shut out smaller brands.
Thailand — Ball & Grip Cluster
Thailand is golf’s ball-making engine. Titleist, Bridgestone, and Srixon operate enormous plants here, supported by a rubber industry that naturally feeds into grips. With scale, skill, and seamless supply chains, Thailand has become indispensable for producing balls and accessories at world-class quality.
Strengths:
Ball manufacturing: Advanced urethane cover casting and multi-layer construction.
Grip integration: Rubber supply chains feed directly into grip factories.
Infrastructure: Free zones and export-friendly policies keep logistics smooth.
Pros:
Combines scale with reliable quality; ideal for high-volume brands.
Large, skilled labor force specialized in golf ball production.
IP leakage risks if tooling and chemical formulas aren’t locked down.
Vietnam — Clubs & Bags at Scale
Vietnam dominates golf bag exports, supplying most of the world’s premium softgoods. Its factories in Dong Nai and Binh Duong now also handle club assembly, giving buyers a rare mix of affordability and growing technical capacity. Vietnam is fast becoming a dual-category sourcing hub.
Strengths:
Bag specialization: Factories in Dong Nai and Binh Duong dominate golf bag exports.
Club assembly: Increasing capability for head finishing and full club builds.
ODM services: Many suppliers provide in-house design for private-label brands.
Pros:
Lower labor costs with growing technical expertise.
Modern facilities certified for international exports.
Ability to source both softgoods and clubs from the same hub.
Cons:
Supply chains for fabrics, foams, and zippers are fragmented—require extra QC.
Precision for high-end clubs still lags behind Japan.
China — Scale & Speed
China remains the global leader in golf club exports. Manufacturing hubs in Guangdong and Fujian house everything from die-casting to CNC machining, making China unrivaled in speed and flexibility. From entry-level sets to mid-premium clubs, it covers the widest spectrum of demand.
Strengths:
Tooling depth: Massive die-casting, CNC machining, and polishing capacity.
Breadth: Can supply everything from entry-level box sets to mid-premium lines.
Integration: Full-service suppliers reduce the need for multiple vendors.
Pros:
Fastest prototyping cycle globally.
Large production volumes with scalability.
Broad network of accessory and component suppliers.
Cons:
Tariffs make U.S. imports expensive.
IP protection is weaker—designs and molds need safeguards.
Taiwan — OEM Braintrust
Taiwan acts as the engineering brain of golf sourcing. OEMs like Advanced International Multitech focus on shafts and composites while coordinating large-scale builds in Vietnam and China. It’s less about factory output and more about technical expertise and supply chain orchestration.
Strengths:
Engineering depth: Advanced composites, hollow-body iron design, shaft layups.
DFM capability: Helps brands refine designs before scaling production.
Cross-border control: Taiwanese OEMs oversee Vietnam and China plants.
Pros:
Trusted partner for technical or innovative SKUs.
Strong at managing multi-country sourcing strategies.
Long history of supplying global brands.
Cons:
Limited production capacity; focus is on engineering, not scale.
Tooling/IP contracts can be rigid, favoring the OEM.
United States — Premium Balls & Boutique Craft
The U.S. defines golf’s prestige market. Titleist and Callaway’s ball plants in Massachusetts set the standard for tour-grade consistency, while boutique putter makers like Scotty Cameron and Bettinardi build small-batch models with unmatched craft. “Made in USA” here equals credibility and trust.
Strengths:
Premium ball QA: Tight process control ensures every Pro V1 or Chrome Soft performs the same.
Putter niche: High-value, small-batch CNC shops with global recognition.
Brand power: “Made in USA” is a strong marketing asset.
Pros:
World-class QA systems and IP security.
Strong alignment with premium branding.
Innovation through automation in ball plants.
Cons:
Labor costs are significantly higher.
Volume capacity is limited—better for flagship SKUs than mass lines.
The Global Golf Sourcing Map
How to Pick Your Country Mix: A Practical Playbook
1. Define your SKU goals
Start with clarity: what tier are you building for—premium, mid-market, or entry? Align price targets with expected volumes.
Ask for: defect rates and reference SKUs.
Watch for: vague claims without test data.
2. Map your BOM to country strengths
Each component has a natural home—play to those strengths.
Forged irons → Japan
Tour balls → U.S./Thailand
Bags → Vietnam
Volume clubs → China/Vietnam
👉 Use SourceReady to filter suppliers and generate a country-by-component map.
3. Build a short, evidence-based supplier list
Cast wide, then narrow down. Start with 10–20 factories, cut to 3–5 serious contenders per component.
Ask for: factory licenses, machine lists, and recent audit reports.
Watch for: brokers posing as direct manufacturers.
4. Model Landed Cost, Not Just Ex-Works
A low unit price can turn into a high landed cost once duties and logistics hit. Model the full picture.
Include: freight, duties, tariffs.
Ask for: carton sizes, pack counts for freight modeling.
Watch for: Section 301 tariffs on China-origin goods.
5. Run a Pilot, Not Just a Sample
Samples look good; pilots prove repeatability. Test production runs like they’re live.
Clubs: loft/lie, face thickness.
Balls: COR, compression, paint adhesion.
Shafts: CPM, torque, straightness.
Bags: zipper cycles, seam strength.
6. Lock Compliance and Quality Early
Don’t wait until after POs. Compliance is your ticket to market.
Check: USGA/R&A lists before launch.
Tie: artwork approval to proof of conformity.
Publish: acceptance criteria upfront to avoid disputes.
7. Mix for Resilience
Don’t single-source. Build a blend that balances cost, speed, and risk.
Clubs: China + Vietnam.
Balls: U.S. + Thailand.
👉 Use SourceReady to model trade-offs and build a resilient supplier mix.
Conclusion: Build the Right Mix
There isn’t a single “best country” for golf equipment. There’s only the best mix for your SKUs, cost targets, and launch calendar. Japan anchors premium lines with forged irons and tour-grade shafts. Thailand and the U.S. deliver multilayer balls at scale with proven QA. Vietnam dominates bags and now handles significant club assembly. China still leads in speed, prototyping, and volume. Taiwan supplies the engineering brains.
The key is discipline: map your bill of materials, model landed costs (not just ex-works), and validate quality with real pilot builds. Compliance with USGA and R&A lists isn’t optional—it’s your ticket to market. Dual-source where it matters, and keep a “hot spare” factory audit-ready.
Your move: Drop your BOM into SourceReady. Get a country-by-component sourcing map, vetted supplier shortlist, and a QA checklist ready to send on day one. That’s how you scale without surprises.
FAQ
1. How can I ensure compliance when sourcing golf equipment?
Check the USGA Conforming Driver List and R&A Conforming Ball List before committing to production. For softgoods, confirm REACH (EU) or CPSIA (U.S.) compliance for fabrics and materials.
2. What quality control checks should I request from suppliers?
Clubs: Loft/lie angle, head weight, groove conformity.
Balls: COR (Coefficient of Restitution), compression, paint adhesion.
Shafts: CPM (cycles per minute), torque variance, straightness.
3. Should I single-source or dual-source golf equipment?
Dual-sourcing is safer. For example, split clubs between China and Vietnam to balance speed and cost, or source balls from both the U.S. and Thailand to mitigate capacity and risk issues.
Find the sourcing tools you need.
Explore how SourceReady helps you research products, discover suppliers, verify factory information, analyze trade data, and manage your sourcing workflow in one place
Graduating from USC with a background in business and marketing, Judy Chen has spent over a decade working in e-commerce, specializing in sourcing and supplier management. Her experience includes developing strategies to optimize supplier relationships and streamline procurement processes for growing businesses. As SourceReady’s blog writer, Judy leverages her deep understanding of sourcing challenges to create insightful content that helps readers navigate the complexities of global supply chains.