Best Pacemaker Brands Suppliers
Discover a curated selection of leading pacemaker manufacturers and suppliers, specializing in advanced cardiac devices, innovative technologies, and regulatory-compliant solutions for effective heart care.
PacemakersCardiac DevicesMedical TechnologyHeart CareHealthcare Solutions
Anhui JM Healthcare Products Co., Ltd.
🇨🇳 China
2016101-200 peopleManufacturer/Trading CompanyOEM manufacturer
ODM manufacturer
Product customization
Low MOQ
Shipments
743
Key customer
DAESEUNG AUTOPARTS
Key market
🇺🇬 Uganda
Review
5

Waterproof Baby Paper Aprons Non Woven Disposable Bib$0.05
Disposable Medical Bibs for Dental Clinics and Practices$0.01

Premium Disposable Toilet Seat Covers for Hygiene Protection$0.04

Waterproof White PP Nonwoven Bouffant Caps for Nurse$0.02

Premium Waterproof Disposable Face Pads for Beauty Salons$0.02
Hygienic Protection Full Automatic Packing Bathroom 40X60cm Portable Single Pack Toilet Seat Disposable Cover$0.04

Baby and Infant Disposable Travel Bibs for USA Germany England France Japan Marke$0.04

SPA Massage Beauty Salon Tattoo Parlors Disposable Table Sheets for Hospital$0.16

Premium Nonwoven Disposable Bed Cover with Elastic Edges$1

Micro Brush Applicator Micro Applicator Brush Dental Long Micro Brush Applicator$0.45

Premium Disposable Waterproof Baby Bibs for Mess-Free Feeding$0.04
Individually Wrapped Portable Toilet Seat Cover Disposable Paper$0.04
Shaanxi Sinwa International Trading Co., Ltd.
🇨🇳 China
199911-50 peopleManufacturer/Trading Company/Distributor/Service CompanyEstablished brand
OEM manufacturer
ODM manufacturer
Product customization
Shipments
130
Key customer
J C GUPTA
Key market
🇺🇸 United States
Description
Shaanxi Sinwa International Trading Co., Ltd., established in 1999 and headquartered in Xi'an, China, is a versatile manufacturer and international trading company specializing in metal fabrication and refractory metal products. With over two decades of industry expertise, the company operates as a comprehensive supplier of standard and non-standard fasteners, construction hardware, and metal stampings. Their extensive product portfolio includes titanium fasteners, steel bolts, hex nuts, anchor bolts, and specialized vehicle refitting accessories for the automotive and bicycle industries. Additionally, the company maintains a strong focus on refractory metals, supplying molybdenum, tungsten, tantalum, and niobium in various semi-finished forms such as rods, sheets, and wires.
Operating with a commitment to innovation, Shaanxi Sinwa utilizes automatic metal technologies to provide rapid response to custom specifications, offering both OEM and ODM services. The company is ISO 9001:2015 certified and implements rigorous quality control procedures, including raw material verification and laboratory testing, to ensure high-performance standards. With an annual sales revenue exceeding USD 10 million and an export rate of over 95%, the company serves a global clientele across North America, Western Europe, and Australasia. Their technical capabilities extend to CNC machining, metal surface coating, and prototype manufacturing, positioning them as a reliable partner for complex metal engineering requirements.

Saw Steel Plug Anchor, Also known as Universal Metal Plug, Ideal fixing to aerated concrete,plaster block

Threaded Studs, Complete with Nut and Washer, Made of steel or stainless steel

Metal Insulation Anchors, Made of galvanized sheet steel or stainless steel

Lead Wood Screw Anchor, made of zinc alloy used in solid masonry and concrete$0.1

Eye Coupling Nuts, With pressed flat pierced eye, Made of carbon steel or stainless steel

Nylon Hammer Fixings, Also known as Nylon Nail-in Anchor, Frame plug made of PE or Nylon

Plastic Strip Nails, For use with most 21° strip nailers, Flat countersunk head checkered or uncheckered$10

Hexagon Head Bolts, With cone point drilled hole$0.05

Coil Roofing Nails, For use with most 15° coil roofing nailers, Large flat head smooth or ring shank$8

Through Bolts, Also know as Wedge Anchors or Stud Anchors, For heavy duty fastening into stone or solid concrete

Concrete Nails, Also known as Masonry Nails or Steel Nails, Made of medium carbon tempered steel, Hardened$1

Perforated Brackets, Made of high quality steel sheet, Used to strengthen timber joints$0.06
Shanghai Zhaoxue Refrigeration Equipment Co., Ltd.
🇨🇳 China
201551-100 peopleManufacturer/Trading Company/DistributorOEM manufacturer
ODM manufacturer
Product customization
Eco-friendly supplier
Shipments
251
Key customer
J P COURRIER
Key market
🇵🇦 Panama
Description
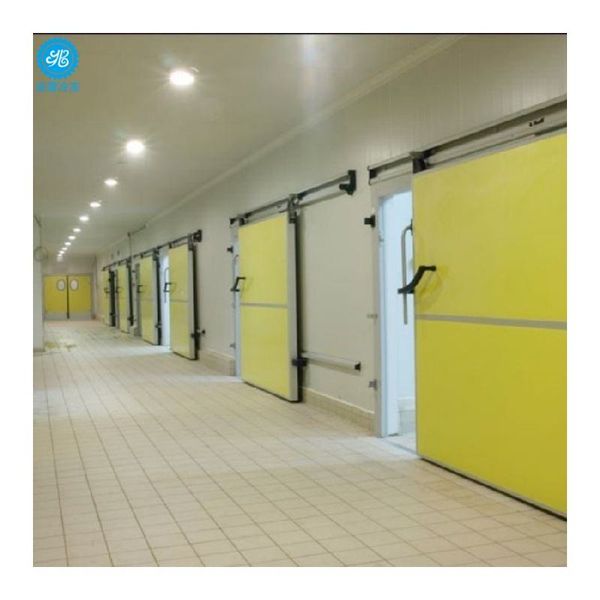
Shanghai Zhaoxue Refrigeration Equipment Co., Ltd. is a professional refrigeration solution integrator and manufacturer headquartered in Shanghai, China. With over 20 years of industry experience, the company operates an 8,000-square-meter factory and specializes in the design, manufacturing, and installation of comprehensive cooling systems. As an ISO 9001 and ISO 14001 certified organization, it serves as a contract manufacturer offering both OEM and ODM services to a global clientele across North America, Europe, Asia, and the Middle East.
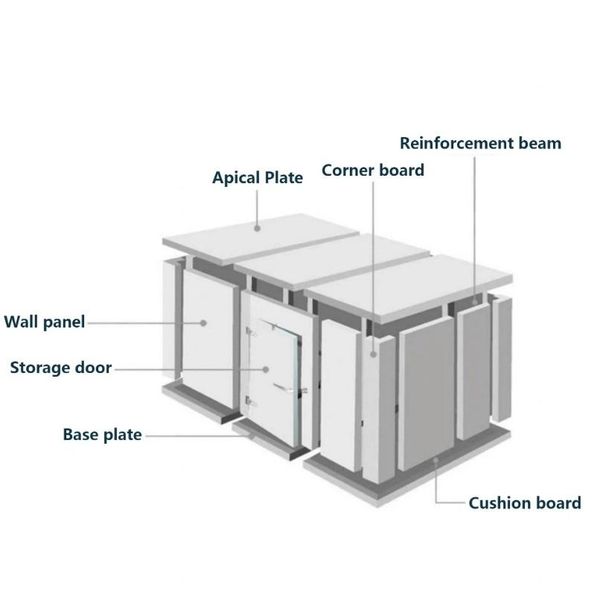
The company's extensive product portfolio includes various types of cold rooms (fresh, frozen, logistic, and medicinal), industrial water chillers, and high-performance condensing units featuring scroll, piston, and screw compressors. Additionally, they manufacture essential components such as PU sandwich insulation panels, evaporators, air coolers, and ice machines. Shanghai Zhaoxue is recognized for its technical innovation, including patented energy-saving defrost technology designed to reduce power consumption by utilizing waste heat.
Beyond equipment manufacturing, the company provides turnkey engineering services, including project design, construction, and technical training for large-scale refrigerated warehouses and logistics centers. Their solutions cater to diverse sectors ranging from food processing and agriculture to pharmaceutical storage and industrial climate control.

Storage Rack Cold Storage Rack Stainless Steel Shelf$330

Professional Ice Maker All-In-One 100kg Per Day Widely Use Snowflake Ice Machine$1000

Industrial Refrigerator Cold Rooms, Portable Temperature Storage, Meat Freezer$2220

Walk in Freezer Storage Cold RoomHigh Efficiency Customized Freezing Room$1990
High Quality Customized Size Cold Storage Freezing Room for Frozen Product Storage$588

Cold Storage Prefabricated Food Cold Storage for Fresh Vegetables and Fruits$415
Cost-effective Quick Installation With Low-temperature Freezer Cold Room Blast Freezer for Agriculture Fisheries$1900

Customizable Size Insulated Doors Cold Room Sliding Hinged Door Cold Storage Door$390

Potato and Onion Positive Cold Storage Room Warehouse Solutions Cold Room Manufacturer for Potato$415

Supply Commercial Fresh-keeping Blast Freezer Deep Walking Cooler Fish and Meat Container Cold Room Freezer$800

Industrial Cold Room Solar Cold Room Cold Room Door Solar Container Chambre Froide for Meat Fruits Vegetables Fish$1300

High Quality Walk in Freezer/Cooler Cold Room Storage Refrigerator Equipment Condensing Unit Mobile Cold Room for Freezer$588
Shucheng County J&M Bamboo Craft Factory
🇨🇳 China
199311-50 peopleManufacturer/Trading CompanyEstablished brand
Product customization
ODM manufacturer
Sustainable materials
Shipments
152
Key customer
DELBAK
Key market
🇪🇨 Ecuador
Review
5

Jimao Red Pearl Black Rods Bamboo Biodegradable Cocktail Picks Decorative Cartoon Food Fruits Picks Mini Dessert$0.17

Jimao 12cm Beaded Cocktail Picks Kitchen Gadgets and Bar Tools for Home Bar$2652

J&M 12cm Tulip-Shaped Cocktail Sticks - Mixed Colors, Durable & Disposable, 100-Pack for Parties & Social Gatherings$0.55

J&M 4-in-1 Disposable Wooden Cutlery Sets Birch Wood Cutlery Including Knife Fork Spoon Napkin Eco-Friendly Cutlery Accessories$0.06

Factory Price Disposable Bamboo Skewers for Party Decor Fruit Cake and Cocktail Stick Bead Decorative Skewers$0.5

Natural Bamboo Cocktail Picks and Toothpicks Eco-Friendly Disposable Snacks and Sandwiches Food Decoration$0.6

J&M Assorted Round Bamboo BBQ Skewers High Quality Outdoor Tools 4in 6in 8in 10in 12in Sizes with Convenient Packed Bag$132

Jimao Wholesale 160mm Disposable Wooden Knife Fork Spoon Eco-Friendly Compostable for Party$0.01

Jimao 140mm Wooden Cutlery Eco-Friendly Disposable Wood Knife Fork Spoon for Restaurants Camping Party$0.01

J&M 30cm Bamboo Toast Tongs Lightweight Single Wrapped Jumbo Tweezers for Baking and BBQ Easily Pluck Bread Bagels$6.9

J&M Premium 1000pc Count Colored Ended Pole 4.72in Cocktail Stirrer Bar Tool for Cocktails and Drinks Made of Bamboo$0.5

J&M Green Natural 4.7 Inch Bamboo Cocktail Picks Knotted Skewer Cocktail Decorative Bamboo Knot Skewers Bar Tools$657
How can I check whether a supplier has export experience?
Review export records, target markets, international certifications, and previous overseas customers. Suppliers with established export experience are generally more familiar with international quality standards, documentation, and logistics requirements.
Shandong Waytop Wear Resistant Material Co., Ltd.
🇨🇳 China
200911-50 peopleManufacturer/Trading CompanyOEM manufacturer
ODM manufacturer
Product customization
Low MOQ
Shipments
6
Key customer
10138250 MANITOBA
Key market
🇦🇺 Australia
Review
4.9
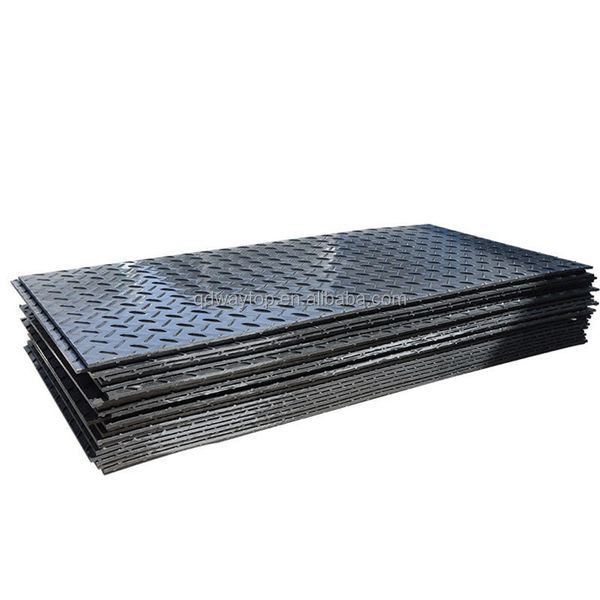
Custom 5mm Thick UHMW PE Road Protection Pads Heavy-Duty for Construction Sites HeatResistant for Light Machine Ground Floor Mat$1.28

UHMWPE Material, with a Size of 1000*2000mm*15mm, Providing Close-to-real-ice Lubrication, Suitable for Building an Ice Rink.$1.5

Customizable Professional Style Composite Carbon Blank Ice Hockey Sticks with P92 Blade Pattern Direct From China Factory$56

Portable Foldable Football Rebound Board, Suitable for Football Training, Enhances Football Skills Football Training$2.2

Ultra-High Molecular Weight Polyethylene Synthetic Ice Sheet for Small Building Artificial Skating Rink Plastic Sheets$1.5

The Support Legs of the Synthetic Ice Rink FenceCustomized Size Nylon Synthetic Ice Rink Fence Net,used for Processing Services.$2

Wholesale Customized Backyard Polyethylene Sheet Synthetic Ice Rink$1.4

Foldable Portable Football Equipment - Impact-resistant Plastic Rebound Board - for Football Training$2.2

HDPE Ultra-high Molecular Weight Synthetic Ice Plate 20 Millimeters, Used for the Construction of Artificial Ice Rinks$1.5

Customized Portable Foldable Football Rebound Board High Impact Resistance Durability for Sports Training$2.2

200mm X 200mm HDPE Ground Protection Mats Excavator Road Mat PE Material Custom Cutting Service$1.2

Customized High-Density PE Synthetic Skating Rink Fence Cutting Process for Effective Rink Protection$2
Benchmark Electronics (Thailand) Public Company Limited
🇹🇭 Thailand
1994More than 10000 peopleManufacturer/Service CompanyHigh capacity factory
Established brand
Large enterprise group
OEM manufacturer
Shipments
4492
Key customer
EMERSON
Key market
🇺🇸 United States
Description
Benchmark Electronics (Thailand) Public Company Limited is a premier global Electronics Manufacturing Service (EMS) provider and a subsidiary of the NYSE-listed Benchmark Electronics Inc. Established in Thailand in 1994, the company operates large-scale manufacturing facilities in Ayutthaya and Korat, employing over 10,000 people. As a Fortune 1000 leader, the company specializes in high-tech manufacturing, including Surface Mount Technology (SMT), Printed Circuit Board Assembly (PCBA), and complete system builds for complex industries such as commercial aerospace, defense, medical technologies, automotive, and next-gen communications.
Dow Inc.
🇺🇸 United States
1963More than 10000 peopleManufacturerHigh capacity factory
Established brand
Large enterprise group
OEM manufacturer
Shipments
80016
Key customer
DOW CHEMICAL
Key market
🇮🇳 India
Description
Dow Inc. is a global materials science company with a significant presence in France, operating three production sites and a headquarters in Saint-Denis. Established in 1963 in France, the company is part of a larger global entity employing approximately 36,000 people across 91 manufacturing sites in 30 countries, with a 2024 revenue of $43 billion. Dow Inc. specializes in the manufacturing of processed materials, offering a comprehensive portfolio of chemicals and plastics. Their product lines include polyethylene, polypropylene, polystyrene, epoxy resins, polyvinylidene chloride (PVDC), specialized chemicals, water purification membranes, ion-exchange resins, acrylic latex, polyethylene glycols, ethylene glycol, caustic soda, chlorine, vinyl chloride monomer (VCM), ethylene oxide, propylene oxide, adhesives, sealants, silicones, and elastomers. These materials serve diverse industries such as agriculture, automotive, construction, electronics, packaging, and healthcare. The company focuses on developing cutting-edge technological solutions and sustainable materials science solutions, emphasizing climate protection, circular economy, and safer materials. Over 80% of its French production is exported to Europe, highlighting its international trade capabilities.

Oil, Gas and Mining

Lubricants, Heat Transfer and Deicing Fluids

Specialty Polymers

Mobility
Conductive Materials

Chemical Manufacturing and Industrial

Healthcare and Hygiene

Silicones, Silicone-Organic Hybrids and Silanes

Amines and Chelates

Elastomers and Plastomers

Consumer Goods and Appliances

Foam Control Agents
GlobePharma Inc
🇺🇸 United States
199311-50 peopleManufacturerEstablished brand
OEM manufacturer
Industry association member
Shipments
68
Key customer
BIOCON
Key market
🇮🇳 India
Description
GlobePharma Inc is a premier manufacturer of specialized pharmaceutical equipment headquartered in Monmouth Junction, New Jersey. Founded in 1993, the company has over 30 years of experience providing innovative solutions for the pharmaceutical, food, nutraceutical, automotive, and cosmetic industries. Operating as an OEM with a dedicated factory, the organization employs between 11 and 50 professionals and maintains a significant global presence across multiple continents.
Abbott Laboratories
🇺🇸 United States
1888More than 10000 peopleManufacturer/Service Company/WholesalerHigh capacity factory
Established brand
Large enterprise group
Own brand
Shipments
8250
Key customer
ABBOTT
Key market
🇨🇴 Colombia
Description
Abbott Laboratories is a global healthcare leader headquartered in Abbott Park, Illinois, with a history dating back to 1888. As a diversified multinational manufacturer and service provider, the company operates in over 160 countries with a workforce exceeding 100,000 employees. Abbott specializes in four primary business segments: Medical Devices, Diagnostics, Nutrition, and Established Pharmaceuticals. The company is a prominent OEM and contract manufacturer, maintaining extensive manufacturing facilities and holding key certifications including CE and FDA approvals.
Polaris Battery Labs, LLC
🇺🇸 United States
20125-10 peopleService Company/Trading CompanyProduct customization
Shipments
113
Key customer
POLARIS LABS
Key market
🇨🇴 Colombia
Description
Polaris Battery Labs, LLC is a specialized battery technology service provider and custom manufacturer headquartered in Beaverton, Oregon. Founded in 2012, the company serves as a critical R&D hub for startups, OEMs, and materials manufacturers, focusing on the development and commercialization of next-generation energy storage solutions. Polaris operates with a team of expert scientists and engineers who provide comprehensive services in cell builds, testing, process engineering, and technical consulting.
The company's core capabilities include electrode mixing and coating, utilizing advanced equipment such as versatile lab coaters with moisture control and double-side-coating pilot machines. Polaris Battery Labs works across a wide spectrum of chemistries, including standard lithium-ion (LFP, NMC, LCO), lithium-sulfur, lithium-metal, lithium-silicon, sodium-ion, and potassium-ion. They specialize in the low-volume manufacturing of 2032 coin cells for electrode evaluation and various pouch cell formats, including their standard Baseline, Husky, and Fun sizes, as well as custom configurations.
As a service-oriented partner, Polaris Battery Labs emphasizes the protection of client intellectual property, allowing partners to maintain full control over their proprietary technologies. Their facility supports prototyping, sample making, and experimentation for portable electronics and electric vehicle applications. Beyond laboratory services, the company leverages an extensive industry network to connect clients with resources for safety testing, certification, and large-scale manufacturing. Polaris has collaborated with notable industry players such as Sienza Energy, Natron Energy, and Canada Carbon to validate materials and accelerate the path to market for innovative battery designs.
FAQ
How do I know if a supplier is reliable?
How can I compare multiple suppliers effectively?
What information should I check before contacting a supplier?